Nano - engineering Laser Treatment
Aluminum is widely used in many fields, such as the automotive industry, shipbuilding, aerospace, construction and medicine. In most cases, these areas require aluminum alloy surface with some special properties. Used in the medical field and marine areas, the aluminum alloy must also have high corrosion resistance, high insulation, good anti-fouling properties, excellent wear resistance and waterproof performance. And applied to the field of aviation and space, aluminum cold performance, wear resistance and hydrophobic performance has become a key performance. Recently, the surface treatment technology for obtaining superhydrophobic properties on the surface of aluminum alloy has attracted wide attention. The technology solves some of the shortcomings of aluminum alloy performance, while giving the surface of the multi-functional aluminum alloy, but the super-hydrophobic coating in the good resistance to mechanical load and resistance to chemical shocks or encountered a lot of unresolved problems. In this paper, aluminum-magnesium alloy as the matrix material, through the functional nano-engineering and nanosecond green laser pointer texturing technology to prepare with excellent mechanical properties and chemical properties of super-hydrophobic aluminum alloy, for other materials, hydrophobic coating design provides a reference Research ideas.
Although there is no definite conclusion on the selection of a particular weight-raising manufacturing process, there has been a significant advance in the production of aero-engine metal parts based on direct laser sintering (DMLS) and electron beam melting based on the powder bed process. Powder laser deposition and electronic arc deposition based on filled wire. The versatility of each process means that there is no single solution. The powder bed process has the capability of high resolution and creating very complex geometric shapes, but the size and construction speed are limited. The powder and wire process offers unrestricted construction volumes and higher deposition rates, as well as the ability to integrate parts into the construction strategy.

The United States two companies to develop the world's first lunar burning laser communication lines, data transmission capacity per second reached 1000 trillion, the specific implementation method is unknown. But from the data, this speed is still very fast. Laser communication is a high-level communication technology, human has been developed for many years, but the progress is not large. Today, two US companies are expected to turn their dreams into reality, to ensure that high-definition video transmission, data-intensive experiments easily achieved, and even through the moon to experience the latest reality of virtual reality. Of course, since the United States in the late 60s of last century after the success of the moon, so far no country to board the moon. Lunar laser communication technology to become practical technology, but also depends on the future development.
Terahertz (THz) radiation usually refers to the frequency of 0.1THz-10THz range of electromagnetic radiation, the band is located between the microwave and infrared light, human beings have not yet fully understood and used to make the last wave (light) spectrum interval. The material's terahertz spectrum (including emission, reflection, and transmission) contains abundant physical and chemical information that studies the spectral response of the material in this band, explores its structural properties and the new physical content it has revealed as a new The research direction. Free Electron Laser (FEL) has the advantage of having the frequency continuously adjustable, the power is large, the line width is narrow, the direction is good, the polarization is strong, so that the terahertz source with the terahertz band full coverage on the same device becomes possible , so the free electron red laser is currently the most promising high power tunable coherent light source.
A series of experiments have proved that functional nanotechnologies and suitable nanosecond laser texturing processes can be used to produce superhydrophobic materials with excellent mechanical properties and chemical properties. The effects of surface morphology, elemental analysis and microstructure of SPLT samples and SPTT samples and SPLT superhydrophobic samples, anti-corrosion properties of ILT superhydrophobic samples and reference superhydrophobic samples, thermal shock resistance and abrasion resistance and hydrophobic properties, it was found that the morphology of aluminum nitrogen oxides, γ - Al2O3 and the surface formed by high power laser pointer treatment had a significant effect on the performance of the samples.
Ultrafast Laser for Glass Processing
The special performance of the glass makes the glass processing is facing greater challenges, ultra-fast burning laser applications will bring what breakthrough?
Glass is a transparent solid material that has the unique properties that other materials do not possess: it has excellent optical properties, can reflect, bend, transmit and absorb light, even beyond the entire visual range, High transparency; from the chemical properties, the glass is a corrosion-resistant inert material, can be used as a container for many chemicals. From the thermodynamic and power aspects, the glass is a great insulator. From the physical performance point of view, the glass surface hard, scratch-resistant wear, in recent years through a variety of methods, glass and even have the flexibility. However, it is these properties that make glass processing more challenging, for example, once the glass has excellent tensile strength, it becomes fragile.

Usually a small crack will cause the glass to break. Once the microcracks are formed in a part of the glass, it will spread to the edge of the glass, causing rupture. This fragile property of the glass makes it difficult to process. On the other hand, the evolving technology allows it to be made into smaller, and different shapes of glass for use in different areas. Traditional precision methods such as lithography and electron beam lithography to process glass, but these techniques are too expensive to operate, especially for large areas. Today, high power laser pointer technology provides the most accurate way to process glass. The most straightforward way is to use a single photon absorption in the wavelength range, the glass in the infrared or ultraviolet light will not be highly transparent.
However, direct absorption can cause problems, including poor thermal effects and the formation of heat affected zones, which can produce microcracks that seriously compromise the mechanical stability of the glass. In addition, the bottom of the glass surface processing, manufacturing three-dimensional structure, the need to use high transparency wavelength. Although nanosecond pulsed lasers can be used to create subsurface structures in glass, the physical mechanism of the glass will limit the fineness of the microprocessions and produce microcracks.
In recent years, an exciting alternative process has been put into industrial applications, that is, ultra-fast green laser light in the near infrared wavelength range generated sub-second pulse. In this method, the ultrashort pulse is closely focused on most of the glass or surface, and the power density per square centimeter exceeds the number of tiles, causing complex and diverse processes such as simultaneous multiphoton absorption, avalanche and collision ionization, resulting in a glass The matrix is highly localized by the destruction while almost no energy deposition (only a few microfocus or less). Since the energy used for each pulse is extremely modest, the thermal effect on the part (or even the volume of the focus) is negligible. This method is often referred to as "cold ablation" and can be used to make extremely accurate 3D structures. Compared with other micro-manufacturing technology, femtosecond laser micro-manufacturing transparent material has a unique advantage.
Application of Ultraviolet Laser in Various PCB Materials
UV lasers are the best choice for a wide range of PCB applications in a wide range of industrial applications, from the production of the most basic circuit boards, circuit cabling, to the production of pocket embedded chips and other advanced processes are common. The difference in this material makes UV lasers the best choice for a wide range of PCB applications in a wide range of industrial applications, from the production of the most basic circuit boards, circuit wiring, to the production of compact embedded chips and other advanced processes are common.
The UV green laser light works quickly in the production of the circuit, and the surface pattern can be etched on the circuit board in minutes. This makes UV lasers the fastest way to produce PCB samples. The R & D department notes that more and more sample laboratories are equipped with an internal UV laser system. Depending on the optical instrument, the size of the UV laser beam can be 10-20 μm, producing a flexible circuit trace. Although the use of laser beam production circuit is the fastest method of PCB samples, but the large-scale surface etching applications are best left to the chemical process.
Ultraviolet laser cutting is the best choice for large or small production, and it is also a good choice for PCB removal, especially when it is applied to flexible or rigid-flexible circuit boards. Removal is to remove a single circuit board from the panel, taking into account the increasing flexibility of the material, this demolition will face a great challenge. V-slot cutting and automatic circuit board cutting and other mechanical disassembly methods easily damage sensitive and slim substrate, to the electronic professional manufacturing services (EMS) enterprises in the demolition of flexible and rigid and flexible circuit board when the trouble.
UV most powerful laser cutting can not only eliminate the impact of mechanical stress generated during the disassembly process, deformation and damage circuit components, but also less thermal stress than other lasers such as CO2 laser cutting. The reduction of the cutting cushion can save space, which means that the components can be placed closer to the edge of the line, and more lines can be installed on each circuit board to maximize efficiency to the maximum limit of flexible line applications The
Another application that utilizes UV lasers for small beam size and low stress properties is drilling, including through holes, micropores and blind burrs. The UV laser system drills through the substrate by focusing the vertical beam straight through the substrate. Depending on the material used, holes as small as 10 μm can be drilled. Ultraviolet lasers are particularly useful for multi-layer drilling. Multilayer PCBs are made of hot press using composite materials. These so-called "semi-cured" will be separated, especially after the use of higher temperature green astronomy laser processing.
Another application that demonstrates the versatility of UV lasers is the depth of engraving, which encompasses many forms. With the software control of the laser system, the laser beam is set for controlled ablation, that is, it can be cut on a material at the desired depth, and can be stopped, continued and completed before turning to another depth and starting another task Of the processing. Various in-depth applications include: small-scale production used when embedding the chip and surface removal of the organic material from the metal surface.
UV 500mw green laser is the most striking is the ability to use a single step to complete all of the above applications. What does this mean for making a circuit board? People no longer need to use the same process on different devices and methods to achieve an application, and only a single processing can get complete parts. This streamlined production scheme helps to eliminate the quality control issues that arise when switching between boards in different processes. UV-free debris ablation also means that no post-processing cleaning is required.
Development and Trend of Asian Laser Market
The Asian laser market is closely linked to China's high production capacity. Despite slowing economic growth last year, China remains the dominant market for growth in Asian laser products. In the next five to ten years, China's laser and optoelectronics industry is expected to grow at an annual rate of 10-15%. During this period, China's laser industry will also make greater progress. Chinese laser companies are increasingly competing with Western producers, and other advanced national manufacturers must respond to this trend and adapt to the pace of China's economy.

In fact, almost all of the Asian laser pointer applications are growing, and even part of the microelectronics industry will be almost completely locked in Asia. Based on the continuous expansion of new applications, the growth of the core market is far from over. In some areas, the level of specialization in individual industrial sectors is increasing.
Machinery manufacturing
In the machinery industry, China's demand for laser manufacturing products is the primary driver of growth. At present, the human-intensive manufacturing industry to a higher degree of automation has undergone a significant change, which improves the high-quality machinery and automated process technology needs.
Over the past year, 1-2kW fiber lasers in China's demand is still high. However, at present, cutting applications are also increasingly inclined to higher power. In the lower and medium power range, more and more laser light sources are now available from local blue laser pointer manufacturers, many of which have also introduced power up to 1kW rack-mounted lasers. This year, the demand for cutting-type lasers has turned to 3-4kW, the future will advance towards 6-8kW.
However, the first 10-12kW power laser system has also been delivered. Japanese cutting machine manufacturers to its domestic market mainly to provide 2-4kW output range of machines, and more than 6kW large format laser cutting system is exported to Europe and the United States.
Automobile industry
The growth of the Asian automotive industry is mainly from China and India. In 2016, only China produced 28.1 million cars. In the process, China has further consolidated its position as the world's largest auto market, with the largest increase in passenger cars reaching 16% year-on-year. While India's overall purchasing power is low, the market growth rate is not as fast as China, India in 2016 car production of 4.5 million, the world's fifth. In addition, South Korea after 11 years missed the world's top five car manufacturers last year, vehicle production fell 7%, ranked sixth in the world. Nevertheless, South Korean first-line carmakers still expand their market share in Asia, which accounts for 62% of Korea's total car exports. While Japan had to face another round of sluggish production.
Now the application of lasers in China is also mature, especially in the "white body" part, while Sino-foreign joint venture car manufacturers also help speed up the introduction of green laser light technology. In the "white body", the Japanese more and more traditional technology has also been replaced by laser processing. In addition, laser processing is expected in the application of aluminum welding will also be a significant increase.
Laser cutting, welding and marking applications in the automotive body manufacturing applications more and more widely, the trend of automotive electronics has gradually begun to dominate the laser application in the automotive industry development speed. Battery manufacturers to become an important consumer of laser light, last year's investment has increased significantly. These lasers cover a wide range of applications including batteries and their enclosures, modular designs and their packaging. 1μm lasers are ideal for processing materials such as aluminum and copper. In addition, a highly dynamic galvanometer scanning solution can increase the productivity of almost all applications in the battery industry.
For primary manufacturers, the application of fuel injection systems for welding and balloon cutting is becoming more and more important. Asian car manufacturers are also increasingly interested in the latest applications such as glass cutting.
Medical engineering industry
Many areas of Asia have a strong demand for medical devices and implants, coupled with government support, for the 500mw green laser application to create a lot of space.
In medical device engineering, often from UV to mid-infrared range of different laser technology. The use of the correct wavelength for a given material ensures effective operation and good productivity characteristics. Depending on the accuracy requirements, a short pulse nanosecond laser or a (ultrashort pulse) picosecond laser may be used. The ultrashort pulse reduces the size of the heating zone and combines the cold working process to become the most accurate technology. The method is used in demanding applications such as stand production.
In the field of stents, often faced with various national price laws and regulations constraints, such as in India, the government set the price of stents to standardize the cost of medical engineering products. As a result, suppliers in the United States and elsewhere have withdrawn from the market in India. For laser manufacturers, this brings both opportunities and uncertainties.
In addition, laser marking or lettering function is also being further improved. By changing the color of the material, combined with metal annealing, carbonization or plastic foaming and other means, can produce non-corrosive mark, without the use of burrs to modify the surface of the treatment, without the introduction of additional materials. There are few technical limitations in the form and content of 50mw green laser marking, whether it involves implants or the marking of medical equipment. Even if only fine marks with characters of several μm height are possible.
Other industries
As mentioned at the outset, markets in other Asian markets, such as the textile and packaging industry, the semiconductor and microelectronics industries, or solar technology, continue to show positive growth momentum. The importance of laser processing coincides with the manufacturer's desire to produce a smaller, more powerful, more reliable device.
Chinese Laser Market
China's laser processing market is mainly distributed in South China (30%), central China (24%), East China (20%), North China and Northeast China (13%) areas, including South China, Central China and East China three major areas of manufacturing developed The focus of laser processing of regional markets. In 2016, China's industrial laser pointer and system sales reached 38.5 billion yuan, is expected to grow to 45.5 billion yuan in 2017, the growth rate of up to 18%. Fiber lasers are already the main force in the industrial laser market. In 2013-2016, low-power fiber lasers (<100W) in the Chinese market sales steady growth, especially in 2016 than 2015 sales increased by up to 75%, in addition to a particularly obvious phenomenon is that domestic fiber lasers Has occupied nearly 90% of the domestic market share.

In the power of fiber lasers (<= 1.5kW) in the Chinese market sales, from 1,200 in 2013 soared to 2016 in 13000 units, of which 2016 sales in 2015 is 3 times! A more obvious trend in 2016 is that domestic sales of power fiber lasers have surpassed imports by overwhelming advantages. 2013-2016 years, high-power fiber lasers (> 1.5kW) in the Chinese market sales, from more than 600 units soared to more than 3,000 units. And low-power and medium-power fiber green laser pointer is very different, high-power fiber laser market is mainly dominated by imported products, domestic products scarce. However, this situation is probably to change immediately. Domestic high-power fiber lasers should be the first 4 kW or below breakthrough. Estimated that 2 to 3 years or so, 4 kW or less power, domestic high-power optical fiber will reach more than 50%.
The last two years, laser cutting complete sets of equipment in the Chinese market sales doubled. The application of fiber lasers in laser cutting systems has been increasing over the past two years, especially in medium power cutting systems. In the welding system, 60% of the laser welding equipment has been using fiber lasers, 65% of the equipment used in automobile manufacturing. The power of more than 3kW high-power system is also a steady increase in the number of laser cutting welding system is also toward the development of high power.
With the development of Chinese integrated circuits, the number of UV lasers used in printed circuit boards and microelectronics systems for consumer electronics products has increased significantly. At the same time, the application of biotechnology and medical equipment also provides a broad space for UV lasers. In 2016, UV lasers in the Chinese market to achieve explosive growth, sales over the previous year doubled to 7800 units.
In 2016, CO2 lasers in the Chinese market sales growth is not large, medium and small power to maintain the total of about 10,000 units, mainly for the code, marking, cutting and other non-metallic industries. 2kW above the sale of high-power CO2 lasers, compared with the total sales of 200 units in 2015, there is a greater reduction. With the advancement of the automotive industry and the use of composite materials market, future CO2 lasers will have new prospects for development.
Laser technology as a core of industrial manufacturing driving force, itself is constantly moving forward. To sum up, the burning laser is toward the "faster, higher, better, shorter" in the four directions.
Higher: the power of the laser is getting higher and higher, the average power has more than 10 million watts. In 2013, the first commercial 100,000-watt fiber laser was installed at the NADEX Center in Nagoya, Japan for the welding of 300mm thick steel plates. Laser cutting applications are also toward a higher power development, laser cutting machine power continues to rise, has reached 8 ~ 12kW. Better: The beam quality of the laser output is getting better and better, and the fiber quality of the fiber laser has reached 100,000 watts of single mode. In the past year, fiber lasers, disc lasers, direct semiconductor lasers have a significant increase in brightness.
Shorter: laser output wavelengths cover shorter wavelengths, and short wavelength lasers have been widely used. Many advanced manufacturing processes require cold processing. For example, in smart phones, many times they need to be treated with short wavelengths and short pulses of ultraviolet violet laser pointer. Short wavelength lasers have been widely used in surface labeling, semiconductor wafer fabrication, drilling and cutting. Faster and faster: pulse laser faster, ultrafast laser has achieved rapid development, already with a simpler structure, more convenient operation, lower cost and more stable performance, walked out of the laboratory and into industrial applications.
http://laserman123.wp-site.ru/2017/07/24/laser-probe-gravitational-waves/
http://blog.51.ca/u-722020/2017/07/24/silicon-based-nano-lasers-and-optical-amplifiers-made-a-majo/
http://laserman123.shop-worlds.com/2017/07/24/laser-probe-gravitational-waves/
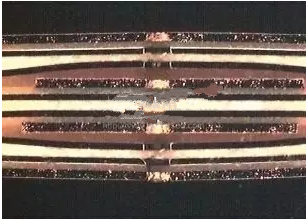
Analysis of Cracks in Laser Welding
Laser welding machine is the use of high-energy pulse laser focus on the melting of the target metal to the workpiece between the welding. This new welding technique works very well, but if handled improperly, it can also cause hot cracking or cold cracking. So how does the welding crack of the green laser pointer welding machine produce?

Metallurgical factors:
Laser welding is not a balance of rapid heating and rapid cooling characteristics, making the entire joint in a complex state of stress, forming a joint cracking of the mechanical factors; laser welding is a series of unbalanced process integration, in the rapid metallurgical solidification process, There will be uneven distribution of composition and low fracture resistance of hardened tissue, etc., which constitute a metallurgical factors to promote the initiation of the crack.
Mechanics:
Laser welding machine welding process produced three main cracks: knot cracks, liquefied cracks and reheat cracks. Crystalline cracks are related to the compositional heterogeneity of the weld macroscopic region. The central area of the weld is the latest part of the liquid phase crystallization, where the columnar crystals on both sides of the weld intersect at the same time, and a large number of low melting impurities are also accumulated here to form a centerline segregation, thereby reducing the bonding strength. Under certain mechanical conditions, the crack is produced in this area.
Know the cause of the crack, we should pay attention to the life of red laser pointer welding machine operation, try to avoid the operating causes of welding defects.
Laser Welding Technology
Laser welding is a more advanced welding technology in industrial production. Since the 1980s, with the maturity of kilowatt-class laser technology, 300mw laser pointer welding has been gradually promoted. Laser welding technology is widely used in high precision manufacturing. In the industry, laser welding has become a reliable safety of automotive products another generation of nouns.
Laser welding is a high-energy laser beam with high energy density as a high-efficiency precision welding method, compared with the traditional spot welding has many advantages, can greatly enhance the performance of all aspects of the car: welding quality is better, high power laser welding with heat Fused welding wire filling the gap technology, welding the body after the overall bonding sheet metal material, welding surface smooth one, the overall quality of welding is extremely good. Ordinary spot welding Although the welding cost is low, but after the welding there is welding, welding wear, sealing the pores of the potential welding defects. Welding speed, laser welding welding speed of 5 to 6 m / min; spot welding speed of an average of 1/3 seconds. To the roof of the car, for example, the roof to be spot welding of about 100 solder joints. It would take 5 minutes to spot welding alone. Replaced by laser welding, a single laser welding head welding 4 m long area, time-consuming only 0.8 minutes.
After welding the sealing effect is good, laser welding welding method for the line welding, welding the body sheet metal area, the overall welding, to completely sealed, the perfect solution to the body can not leak, leak sealing requirements. Spot welding for the non-continuous welding, the inevitable distance between the solder joints, the gap between the solder joints may exist in the gap, in order to meet the body can not leak, leak sealing requirements must be assisted to seal to achieve. Laser welding parts of the higher strength, through the tensile test test can be found, a solder joint need to apply the force of about 3500 cattle, 200mw laser pointer welding to form the same length of the weld strength is 1.5 times the spot strength.
Laser welding needs to design the welding side is short, can effectively reduce the weight of the body: laser welding design of the lap edge is zero fit, the design only need to consider the sheet metal itself stamping process can be suitable; spot welding Side design should take into account the space of solder joints. According to the different thickness of the plate is generally about 16 mm, the extension of the material side means that the weight of the body heavier. Welding appearance more beautiful: laser welding to form the final appearance, smooth and neat lines, the overall texture. Spot welding to form the appearance of uneven, with solder pit, edges, burrs and other inherent defects, usually need to increase the decorative strip to block.
As a high-tech welding technology, burning laser welding is generally preferred to use in the appearance of the body area, because the body appearance of the area of high quality requirements of the region. Welding of these areas if the use of spot welding, welding space is limited, the process layout will be very complex, will result in poor welding quality, can not achieve the desired appearance of the design quality effect. For example, the roof area and the back door area, the welding area is very narrow, while the design of the body sealing requirements; side area is because the welding area is not only narrow and the shape is very complex; door area is because the welding area is narrow and smooth, Welding space is empty, suitable for laser welding instead of spot welding to enhance the sealing effect of the door seal. Through the wide range of laser welding applications can not only prompt the car aesthetics, improve production efficiency, but also can effectively enhance the vehicle stiffness, thereby enhancing the safety of the car.
Currently, a laser source is used to melt the wire filler weld technology, requiring a zero gap between the interface to form a gap for 30mw laser pointer welding. To the car roof design, for example, laser welding focus on the top cover to strengthen the plate and the roof of the special connection, while taking into account the quality of the roof stamping process requirements, in addition to consider the roof and body lap design , The impact of the overall size deviation on the design structure after the completion of the body welding. Through a large number of experimental verification and field analysis, we believe that the overall side of the roof lap flange angle and evenness to be controlled at 0.3mm to meet the laser welding quality requirements.