Laser Irradiation
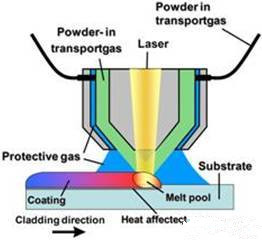
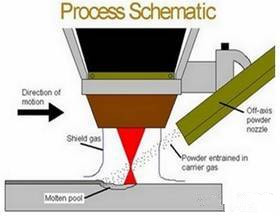
Laser cladding materials according to the way the supply of materials can be divided into two categories, namely, pre-laser cladding and synchronous laser cladding. Pre-fabricated laser cladding is to place the cladding material on the cladding surface of the base material beforehand, and then use the red laser pointer beam to irradiate and scan and melt. The cladding material is added in the form of powder, wire and plate, the most commonly used powder . The main process flow of pre-fabricated laser cladding is: pre-treatment of cladding surface of substrate material - pre-melting cladding material - preheating - laser melting - post-heat treatment. Synchronous laser cladding is to direct the cladding material into the laser beam so that the feed and cladding are completed simultaneously. Cladding material is mainly in the form of powder into, and some also use wire or sheet for synchronous feeding. Synchronous laser cladding of the main process: the substrate cladding surface pretreatment - feeding laser melting - after heat treatment.
Laser cladding refers to the different filler in the coated substrate surface placed on the surface of the selected coating material, the laser irradiation and the substrate surface of the thin layer at the same time melting and rapid solidification after dilution and extremely low and with Corrosion resistance, heat resistance, oxidation resistance and electrical characteristics of the surface of the substrate material, so as to achieve the purpose of surface modification or repair, both to meet the requirements of the surface of the substrate, On the surface of the material specific performance requirements, but also saves a lot of valuable elements.

Heat input and distortion is small, especially with high power density rapid cladding, the deformation can be reduced to the parts assembly tolerances; powder selection almost without any restrictions, especially in the melting point of low melting point metal surface alloy; The thickness of the layer of the larger, single-channel powder once the coating thickness of 0.2 ~ 2mm; can be selected cladding, material consumption less, with excellent cost performance; beam targeting can make difficult to close the region cladding, the process Easy to automate.
Laser cladding cooling speed (up to 106K / s), belonging to the rapid solidification process, easy to get fine grain structure or produce equilibrium can not get a new phase, such as unsteady phase, amorphous, etc .; coating dilution rate is low (Usually less than 5%), and the matrix was solid metallurgical bonding or interface diffusion combination of the cheap laser pointer process parameters can be obtained by a low dilution of a good coating, and coating composition and dilution controllable.
UHT is the ultra-high temperature instantaneous sterilization, milk is a common sterilization process, by maintaining the milk at 135 to 140. In addition to the milk, ℃ between 4 ~ 10s and then quickly cooled for sterilization, does not affect the nutrition and flavor of milk, but also greatly extend the shelf life of milk at room temperature. In fact, in the field of aviation manufacturing, there is also the idea of the existence of technology. Through a short period of processing, does not affect the material good performance, but also extend the service life, which is laser cladding.
The greater the burning laser pointer power, the greater the amount of molten cladding metal, the greater the probability of porosity. With the increase of laser power, the depth of cladding increases, and the surrounding liquid metal fluctuates violently. The solidification and crystallization of the liquid metal gradually reduce or even eliminate the number of pores and reduce the crack. When the cladding depth reaches the limit depth, as the power increases, the substrate surface temperature increases, deformation and cracking increased. Laser power is too small, only the surface coating melts, the matrix is not melting, this time the cladding surface of the local pilling, holes, etc., reach the purpose of surface cladding.
Laser beam is generally circular, cladding width depends on the laser beam spot diameter, spot size increases, cladding layer widened. The difference of spot size caused the change of the energy distribution of the cladding layer, and the morphology and microstructure of the cladding were different. Generally speaking, in the small size spot, the cladding quality is better; with the spot size increases, the cladding quality. But the spot diameter is too small, not conducive to large area of the cladding.
The ceramic coating can be prepared by laser method. The ceramic coating can be pre-coated on the metal surface, and then laser treatment is carried out to make the coating structure more fine. (Such as NiCr, NiAl, NiCrAl, Mo, etc.) materials, and then coated with ceramic laser pulse material, the filter layer Ni, Cr alloy and ceramic Al2O3, ZrO2 attached to the Substrate surface, the formation of porous properties, so that the matrix of metal molecules can also spread to the ceramic, thereby improving the coating structure and performance.
Laser cladding technology enables the rapid preparation of complex metal parts of different materials without the need for any rigid mold or mold. This technology breaks the conventional mechanical manufacturing concept and enables the creation of complex metal solid parts of arbitrary shape , The complexity of the shape of parts of the adaptability is very strong, for the manufacture of complex parts provides an effective way.The cladding speed and 2000mw laser pointer power have similar effects. Cladding speed is too high, the alloy powder can not be completely melted, can not play the role of high-quality cladding; cladding speed is too low, the pool exists for too long, the powder burned, alloying elements loss, while the substrate heat input is too large, Will increase the amount of deformation.

The aerospace industry is rapidly adopting newer alloys such as Ti-6Al-4V to produce high strength / weight ratios, heat, fatigue and corrosion resistant parts. However, in these new alloy processing, the traditional process has many difficult to overcome the shortcomings, such as the production of partitions is several inches thick thousands of pounds of tooth-shaped alloy plate processing, the time to get these alloy plates to one year or one Year or more. Because it is difficult to process, machining such parts requires expensive machining centers for hundreds of hours and wears large amounts of cutting tools. And green laser pointer cladding technology in this area has a greater advantage, you can reduce inventory and reduce manufacturing time.
Laser cladding technology has a direct impact on the current repair process, and its advantages include process automation, low thermal stress and deformation, and so on. As the life expectancy of aircraft is expected to increase, more complex repair and repair processes are required. Parts such as turbine blades, impellers, and rotating air gaskets are part of a process that can extend the life of existing structures. Some of these parts can be repaired by surface hardening, but many other parts require more complex repair processes, Processed material. Laser cladding repair process can be applied to a wide range of materials without reducing the performance of base metal, parts or tools than the replacement of more than 75% cost savings.
With the development of aviation gas turbines to the high flow ratio, high thrust-weight ratio and high inlet temperature, the gas temperature and pressure in the combustion chamber have been increasing. Ceramic thermal barrier coating for gas turbine superalloy surface, play a role in insulation, can reduce the metal surface temperature, improve the gas temperature, thereby enhancing the gas turbine efficiency and extend its service life. The ceramic or metal powder is directly irradiated by high power laser pointer, melted and solidified on the metal substrate to form a coating. The ceramics and the metal matrix are metallurgically bonded to obtain a columnar structure perpendicular to the surface and form a good thermal barrier coating.